電子工作を始めるにあたってまず何を揃えるべきか悩みどころですよね?
何を作りたいかでも多少変わってきますが、最低限これは押さえておきたいツール類をピックアップしてみました。
工具類
はんだごて

沢山の種類が販売されていていますので、はんだごて選びの詳細は別ページ電子工作に必須のはんだごて選びをご覧ください。
こて台
こてを置いておく為の台です。
こて先は300℃以上の高温ですからこて台は必須と言えるでしょう。
こて台には基本的にスポンジが付属していて、スポンジを水で湿らせる事でこて先の温度を調整しつつ汚れを取ることが出来ます。
温度が高すぎるとフラックスの蒸発が早まりハンダがきれいに流れません。
ステーションタイプのはんだごてにはこて台が付属している物もあります。
ハンダ

ハンダは棒ハンダやクリームハンダ、糸ハンダと沢山の種類があります。
初心者の方が電子工作で使用するハンダは糸ハンダが扱いやすいです。
リード付きの部品をはんだ付けするなら0.6mm程度、チップ部品も扱うなら0.3mm程度の物があると便利です。
私は上記2種類の太さを常備して使用しています。
1.共晶ハンダ
鉛と錫で出来ていて180℃を越えた辺りが融点になります。
それぞれの配合で融点が変わり、様々な種類のハンダが販売されています。
電子工作で使用するなら錫60%のハンダが濡れ性(馴染み)も良好で使いやすいです。
2.鉛フリーハンダ
自然や健康に害のある鉛を排除したハンダです。
厳密にはゼロではありませんが含有率0.1%以下と定められています。
良いことづくめな様ですが、鉛フリーハンダは鉛の含有率が低い為、融点が共晶ハンダより若干高く濡れ性も落ちる為、電子工作用途では若干使いにくく感じます。
工業製品では鉛フリーハンダへの移行が進められています。
フラックス
フラックスとは溶解したハンダ表面の酸化被膜や汚れを洗浄しハンダの濡れ性(馴染み)を改善します。
電子工作で使用するタイプの糸ハンダには初めからフラックスが含有されていますので、そのままはんだ付け出来ますが、フラックスは蒸発していきますからはんだ付けに時間が掛かると濡れ性が失われて綺麗にはんだ付け出来なくなります。
その場合フラックスを塗布することで再活性化することで濡れ性が復活します。
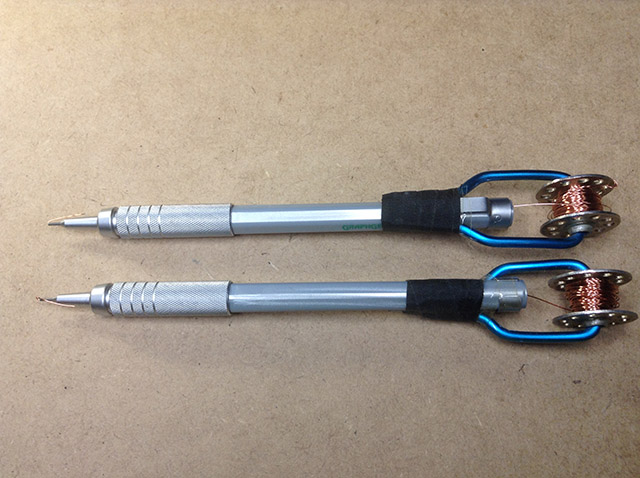
はんだ吸い取り線
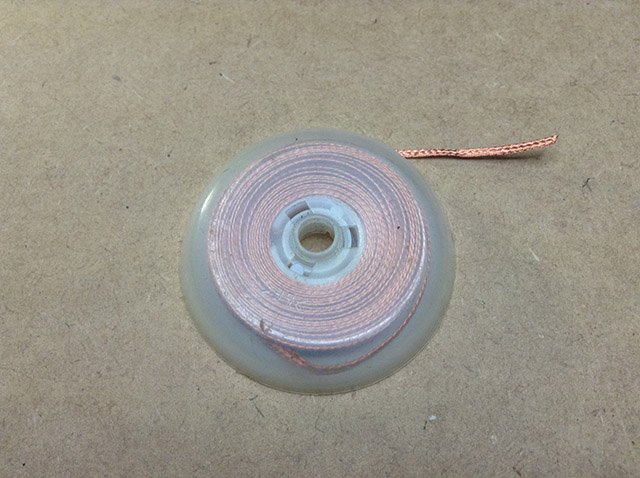
細い銅線を網状に織り込んでリールに巻いたものです。
毛細管現象により基板上の不必要なハンダの吸い取る目的で使用されます。
幅は0.6mm程から3.5mm程まであり、必要に応じて使い分けます。
幅が大きい吸い取り線はそれだけハンダの吸い取り性能は高いですがその分はんだごての熱量が必要になりますから、最初の内は細めの吸い取り線から使い始めると失敗しにくいでしょう。
ニッパー

配線を切る、リード部品の余った部分を切る等配線作業には欠かせません。
リード部品のはんだ付けはほぼ必ずリード線が余りますのでカットする必要があります。
電子工作用のニッパーは精密でカット面が大変綺麗に仕上がります、その為線材以外のカットには向きません。
ステンレス線などカットしてしまうとすぐに刃こぼれしてしまうので注意しましょう。
線材
被覆線
通常のビニール被膜から耐熱性の高い被膜まで多種多様です。
単線と撚り線があり、撚り線は撚り数も様々です。
絶縁されているのでショートの心配なく取り回しが出来ます。
UEW(ポリウレタン線)
見た目はエナメル線の一種ですが、いわゆるエナメル線とは違い被膜がポリウレタンな為、ハンダの熱で溶解します。
その為事前に被膜を剥す事なくはんだ付けをしていける特徴があります。
錫メッキ線
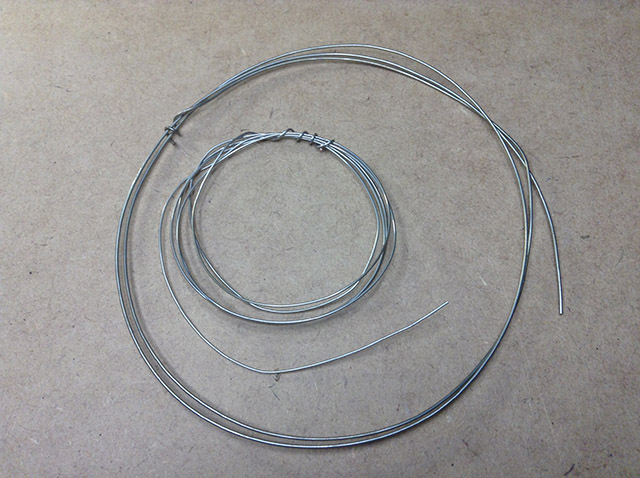
銅線に錫メッキを施した単線材で、見た目は銀色をしています。
錫メッキ線自体に絶縁性はありませんので、配線時はショートに注意する必要があります。
片面基板のジャンパーに使ったり、両面基板のスルーホール代わりに使ったりします。
錫メッキ線に熱収縮チューブを被せれば単線の被覆線としても使えますね。
0.1mm程から3mm程までの太さが揃っています。
まとめ
あくまで最低限これは必要かな?という物を揃えてみました。
まずは様子を見ながらやってみたいという場合には100均等で安く材料を集めてみるのが良いかもしれません。最低限はんだごてだけは妥協しないのが無難です。
上手くはんだ付け出来ない等の場合、技術的な問題なのか道具の問題なのかで無駄に悩まなくてすみますので。