フィラメントは湿気を吸う事はご存知ですよね。印刷したあとリールを放置していると次回の印刷で設定は同じでも結果が残念な事になってしまいます。
購入したばかりのフィラメントでも新品状態で吸湿してしまっているものもあるので厄介です。
ドライボックス&乾燥材に入れておけば乾燥できそうに思えますが、内部まで吸湿してしまったフィラメントまで除湿出来るだけの効果は期待できません。
そこでここでは私が実践している除湿方法とおススメのフィラメントドライヤーをご紹介します。
フィラメントが吸湿すると起こる事
ホットエンドからパチパチ音がする
PLAでもホットエンドの温度は200℃近辺になりますから、吸湿した水分が水蒸気になって膨張することでパチパチ音が出ます。
使用中のフィラメントが設定は同じなのに品質が悪くなる
吸湿によりフィラメントの流動性が変化して印刷品質に影響します。
前回と比べて明らかに印刷品質が悪い場合はフィラメントが吸湿してしまっている可能性が高いです。更にホットエンドからのパチパチ音が出ていれば間違いなく吸湿してしまっています。
フィラメントの靭性が低下する
吸湿してしまったフィラメントは簡単に折れてしまいます。すべてのフィラメントに当てはまるかは断言できませんが、私が使用したPLA・PETGフィラメントに関しては吸湿するとポキポキと簡単に折れるようになりました。
エクストルーダーのギヤに削りカスが目立ってきたら吸湿しているかもしれません。
吸湿したフィラメントを復活させるには
フィラメントを乾燥させるには温風乾燥する必要があります。
オーブンを使用して除湿させる方もいるようですが、温度管理が難しく溶けてフィラメント同士が溶着してしまったり、焦げてしまったりと安定しての除湿は難しいようです。
温度に関しては適当な温風を当てればよいという訳ではなくフィラメントの素材によって適正温度があります。
| フィラメント | 温度 |
|---|---|
| PLA | 50℃ |
| PETG | 65℃ |
| ABS | 65℃ |
| TPU | 55℃ |
設定温度はガラス転移温度に関係があるのですが難しく考えず、この材質ならこの温度と覚えておくだけで問題ないです。
乾燥時間も一律ではなく素材によって変化します。
| フィラメント | 乾燥時間 |
|---|---|
| PLA | 3時間 |
| PETG | 3時間 |
| ABS | 3時間 |
| TPU | 4時間 |
時間はあくまで目安でこの時間乾燥したから完全に除湿出来るという訳ではありません。
テスト印刷してみて怪しいようなら追加で乾燥することもあります。
自作フィラメント乾燥機について
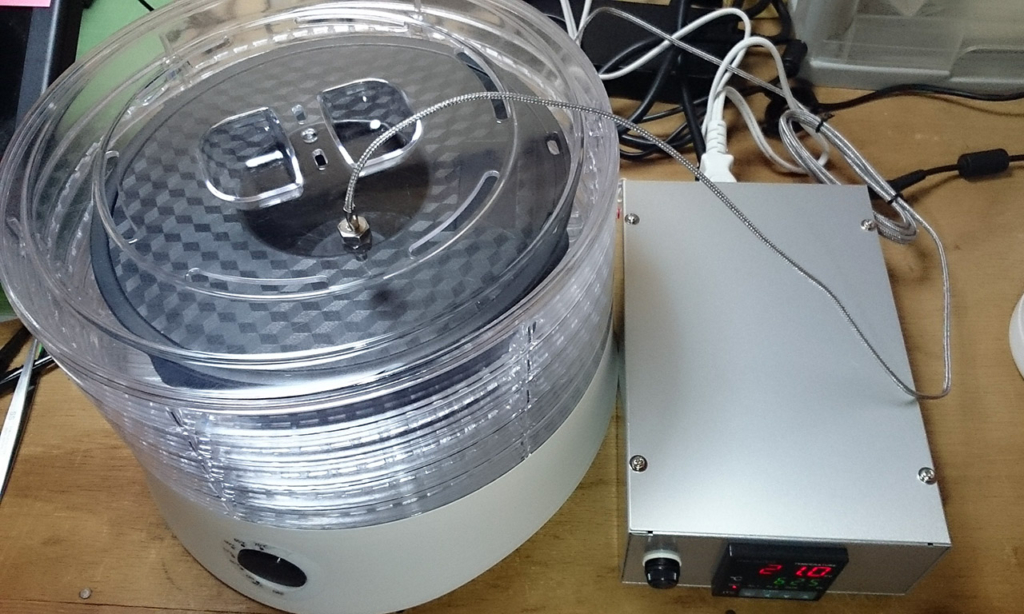
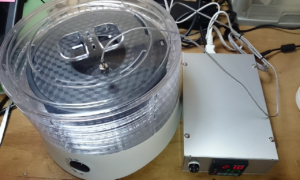
私が制作したフィラメント乾燥機はフードドライヤーを利用しています。
最初にフードドライヤーを購入していたので、追加でPIDコントローラを入手してフィラメントドライヤーとしました。
正直なところ専用のフィラメントドライヤーが販売されていますから、こういうのを作るのが好きでないならおススメできないです。
何故かと言えば部品を集めて作るより完成品を購入してしまった方が早いし安いからです。
作る楽しみは味わえますので予算と時間に余裕があるのでしたら作ってみてもいいかもしれませんね。
市販のフィラメント乾燥機を使う
購入できるフィラメントドライヤーの一番の利点はフィラメント専用に作られているという事です。
乾燥機能だけでなく3Dプリントする上で便利な機能も備わっているという事です。
便利な機能としては
・重量計測機能
・防湿しながら印刷もできる
特に除湿&防湿しながら印刷出来るのは便利かと思いました。
まとめ
3Dプリントを始めてみると分かってくるのですが、吸湿対策は本当に大事です。
なにしろ購入時に既に吸湿気味のフィラメントもあるくらいですので、何かしらの乾燥機は必須と言えます。
これから3Dプリンターの導入を考えている方には一緒に導入される事をお勧めします。